

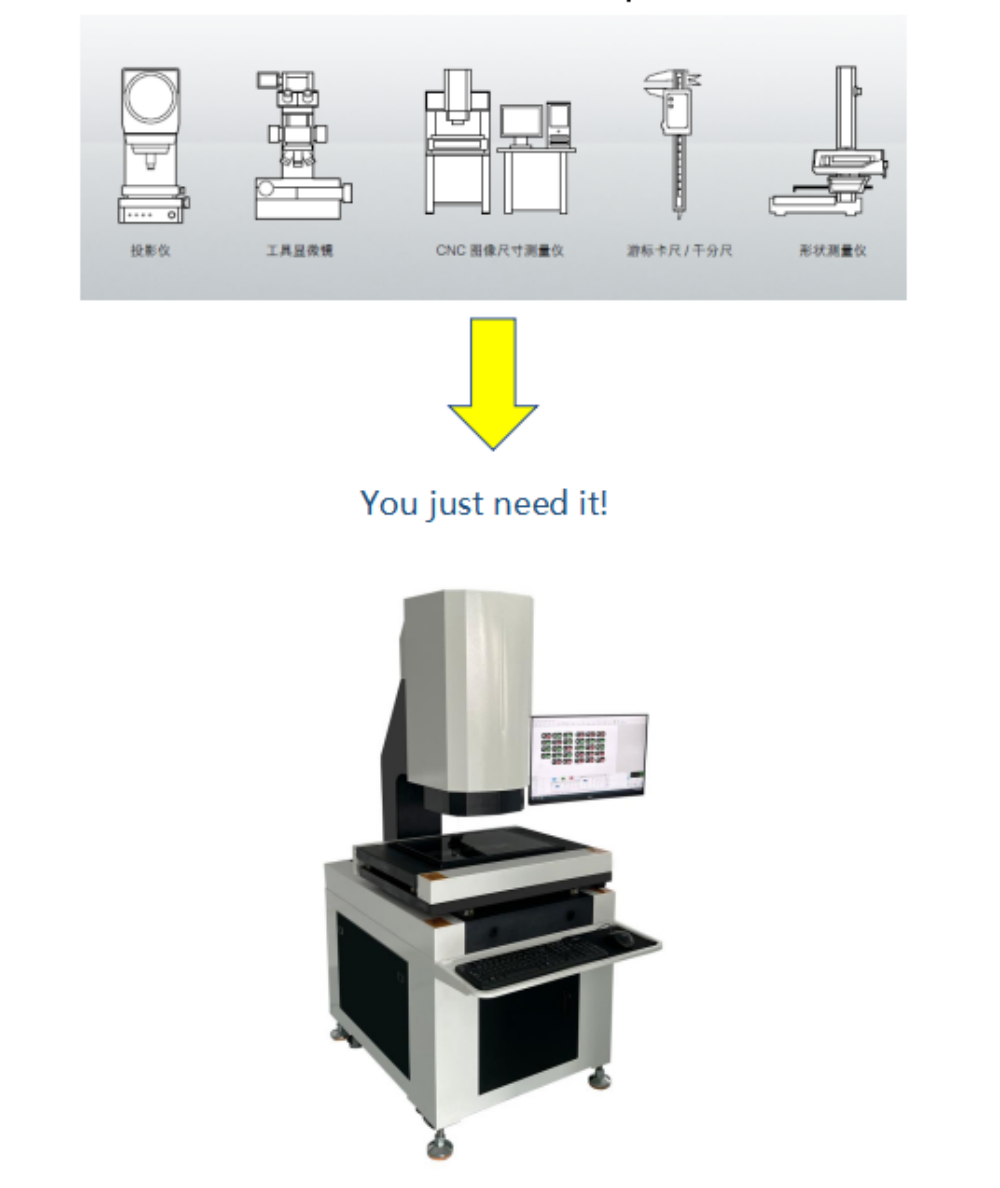
Yhdistetty pikanäön mittauslaite
Pikakatselumittauslaitteella on nopean mittauksen ja suuren tarkkuuden ominaisuudet, se yhdistää täydellisesti kaukokuvantamisen älykkääseen kuvankäsittelyohjelmistoon ja tekee työläästä mittaustehtävästä erittäin yksinkertaisen.
Asetat vain työkappaleen tehokkaalle mittausalueelle, mikä suorittaa kaikki kaksiulotteiset mittaukset välittömästi.
Pikanäön mittauslaitetta käytetään laajalti koneissa, elektroniikassa, muoteissa, ruiskuvalussa, rautateollisuudessa, kumissa, pienjännitelaitteissa, magneettisissa materiaaleissa, tarkkuusleimauksessa, liittimissä, liittimissä, terminaaleissa, matkapuhelimissa, kodinkoneissa, piirilevyissä, lääkinnällisissä laitteissa, kelloissa, veitsissä ja muissa pienikokoisissa tuotteissa ja erän osissa nopeaan mittaukseen.

1. Riko koon mittaamisen rutiini.
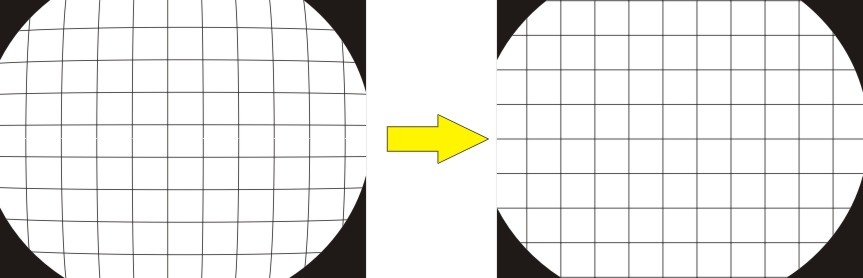
Suuri kaliiperi ja suuri syväterävyysalue takaavat täyden kentän kuvantamisen selkeästi ja erittäin vähän vääristymiä.
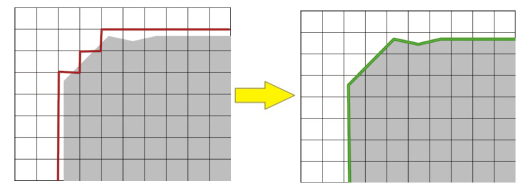
Ohjelmisto käyttää edistynyttä 20:1 alipikselin kuvareunan käsittelyä.
Korkean resoluution digitaalikamera. Laite käyttää 20 megapikselin korkean resoluution digitaalikameraa.
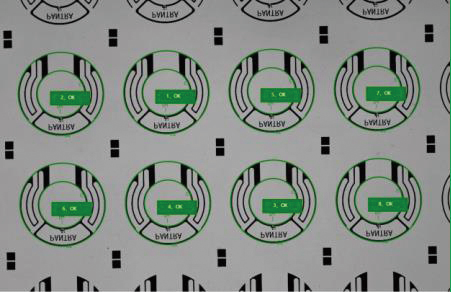
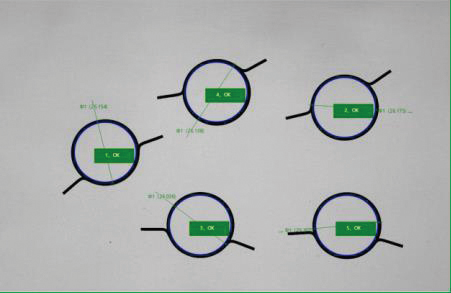
Tunnistaa esineet automaattisesti ilman paikannusta.
Tehokas erämittaus.
Mittausalueella voidaan mitata kerralla yli 20 000 kokoa, ja 100 koon mittausaika on alle sekunti, mikä lyhentää mittausaikaa huomattavasti ja parantaa mittaustehokkuutta.
Useita työkappaleita sijoitetaan mielivaltaisesti mielivaltaisesti, automaattinen tunnistus, erämittaus.
Täysin itsenäinen kehitys, yksinkertainen ohjelmistorajapinta, tehokas toiminto, helppo oppia; ottaa käyttöön vääristymien korjaustekniikan varmistaakseen itsenäisesti kehitetyn kuvan liitostekniikan vakaat ja tarkat mittaustulokset ja varmistaa, että liitosvirhe on alle 0,003 mm.
(Erikoisohjelmiston ominaisuudet, joita voi mukauttaa)
käyttäjäohjelma:
1. Automaattinen esineiden yhteensovitus, mielivaltainen sijoittelu, mittaus yhdellä napsautuksella. Automaattinen osumien haku ja käyttäjäohjelmien avaus. Laatikko-ruutu yhteensovituksen määrittämiseksi, useiden sijaintien laatikkoyhdistelmä yhteensovituksen määrittämiseksi, yhteensovituksen määrittäminen mittauselementtien kanssa, CAD-tiedostojen tuonti yhteensovituksen määrittämiseksi. Ohjelmaryhmien luominen mahdollistaa työkappaleen useiden kääntömittausten toteuttamisen.
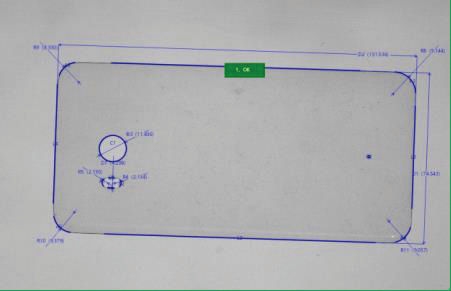
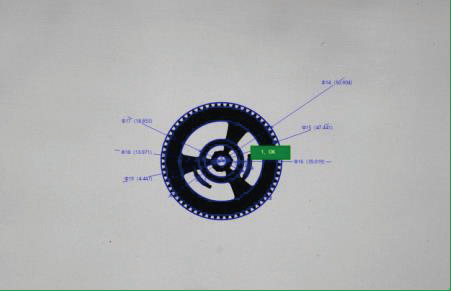
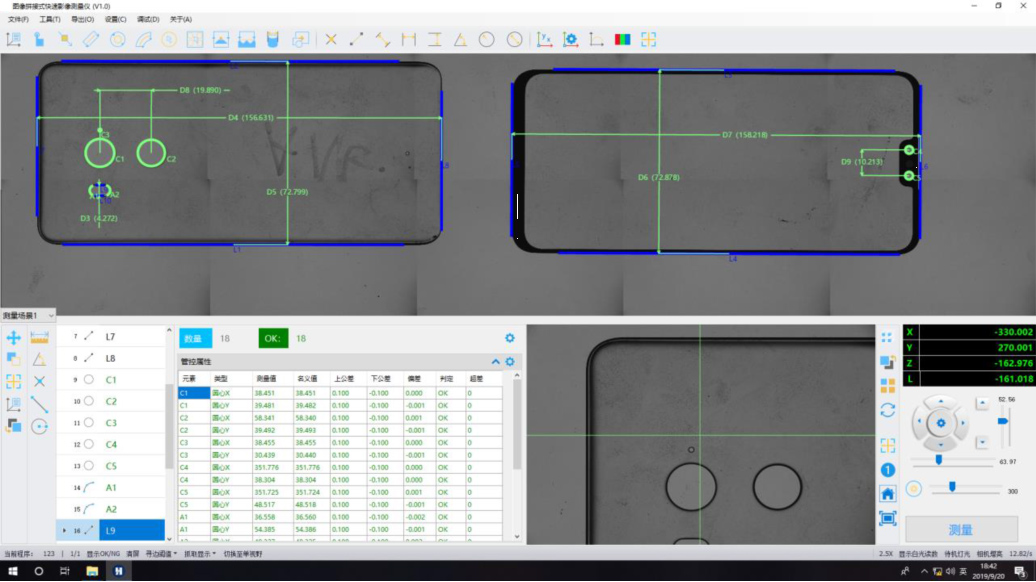
2. Kattavat mittauselementit:
Piste, korkein piste, viiva, korkein viiva, ympyrä (keskikoordinaatti, säde, halkaisija, todellinen ympyrä, kehä, pinta-ala, suurin säde, pienin säde), kaari, suorakulmio (, keskikoordinaatti, pituus, leveys, kehä, pinta-ala), soikea (keskikoordinaatti, pitkä akseli, lyhyt akseli, kehä, pinta-ala), avainura (, keskikoordinaatti, pituus, leveys, kehä, pinta-ala), CAD-profiilin skannauksen kohdistuksen tuonti, ääriviivan PV, alueen kontrasti, sylinterin halkaisija, tiivisterengas (suurin säde, pienin säde, paksuus), mittaustulokset (maksimi, minimi, keskiarvo, summa), QR-koodin tunnistus, viivakoodin tunnistus.
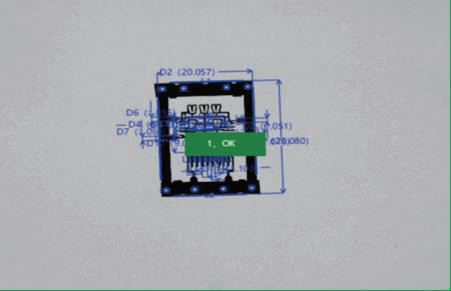
3.tunniste:
Etäisyys, X-etäisyys, Y-etäisyys, Säde, Halkaisija, Kulma.
4. Muotovirheen arviointi:
Suoruus, pyöreys.
5. Paikkavirheen arviointi:
Yhdensuuntaisuusaste, pystysuuntaisuusaste, symmetriaaste, samankeskisyysaste, sijaintiaste.
6. akselien siirto
Suorakulmaiset koordinaatit (X, Y) ja napakoordinaatit (R, θ) voidaan valita helposti. Mittausarvojen perusyksiköt mm, tuuma, mil voidaan muuntaa välittömästi. Koordinaattien siirto, koordinaattien kierto, työkappaleen koordinaatiston määrittäminen.
7. Mittaa tiedot
Voit mukauttaa EXCEL-pohjia ja määrittää tulossolut. Ohjelmisto sisältää CPK-pohjan, jolla voi laskea keskiarvon, maksimin, minimin, Cp:n, Cpkl:n, Cpku:n ja Cpk:n.
8.muu
1. Ohjelmistokieli: valinnainen useilla kielillä, avoin kielipaketissa ja voi määrittää käännöksen ja muokkaamisen.
2. Kuva- ja piirustusalueen jakaminen, mitä näet, on mitä saat, ja sitä voidaan mukauttaa: väri, viivanleveys, fonttikoko, taustaväri.
3. Tarkennuksen ja valon aputoiminnot inhimillisten virheiden vähentämiseksi.
4. Hyväksytty / pätemätön (OK / NG) ja hälytyskehote, voi äänilähtö: OK, NG.
5. Profiili voidaan skannata nopeasti ja viedä CAD-ohjelmaan.
6. Valinnainen IO-kortti, ulkoinen liipaisumittaus ja OK NG -signaalilähtö.
9. Valmisteyhteenveto:
Sisältää: histogrammin, Cpk-trendidiagrammin, X-säätödiagrammin, Xbar-R-säätödiagrammin, Xmedian-R-säätödiagrammin, X-Rs-säätödiagrammin.
1. Helppo käyttö ja korkea hyötysuhde
Paranna toiminnan tehokkuutta, vähennä työvoimakustannuksia ja vältä inhimillisiä virheitä
Vähennä näytteen kiinnitystä, sijoittelua, kalibrointia, tarkennusta, himmennystä, liikkeenohjausta ja eräajoa automaattisella mittauksella näkökentän sisällä mittaustehokkuuden parantamiseksi.
2. Yksinkertainen käyttökoulutus, alhainen käyttökynnys, korkea testitehokkuus, mikä voi säästää työvoimakustannuksia
| omakustannus | Muut mittauslaitteet | Yhden näppäimen mittari |
| Säästä koulutuskustannuksissa | Mittarin käytön oppiminen vie melko kauan; | Vain yksi napsautus (3–15 sekuntia kappaleen kaikkien kokojen mittaamiseen),Kuka tahansa voi mitata sitä,käyttäjän yksinkertaisuus; |
| Huoli ammattitaitoisen testaushenkilöstön menetyksestä, joka johtaa "yhteyden katkeamiseen"; | ||
| Alenna käyttökustannuksia | Rajoitettu ammattitaitoiselle ja osaavalle testaushenkilöstölle, jolla on korkeat palkkavaatimukset (6 000 yuania/kk); | Kuka tahansa voi toimia, yleiset työntekijät voivat täyttää vaatimukset (2500 yuania / kk); |
| Testin tehokkuuskustannukset | Mittaus on tarpeen työpöydän siirtämiseksi ominaisuuskoon määrittämiseksi, ja tarvittava aika kasvaa keskeisten ominaisuuskokojen määrän kasvaessa. Tuotantopaja tarvitsee 5–10 konetta, joissa kussakin on vähintään 1–2 ammattitaitoista käyttäjää; käyttötuntien on kerrytettävä 2 000 vuodessa. | Ei tarvitse siirtää työpöytää, kiinteää näytettä, toistuvaa tarkennusta, mittaa välittömästi kaikki näkökentän mitat, salamavalomittari, yleinen työntekijä voi olla; |
3. Mittausvirhe on pieni. Vältä inhimillisiä virhetekijöitä, kuten toimintatapaa, näytteen sijoitusta ja mittausjärjestystä, ja poista tehokkaasti ihmisen aiheuttama mittausvirhe.
| Keinotekoinen virheelementti | Muut mittauslaitteet | Yhden näppäimen mittari |
| Mittausmenetelmä | Testaajat eivät tunne ohjelmistoja ja koneita, mikä johtaa mittausvirheisiin | Automaattinen muisti- ja tallennusmittaustila, pisteen sijainti, testisuunnan automaattinen säätö ja automaattinen suoritus poistavat tehokkaasti inhimilliset virheet |
| Testiesterin mentaliteetin muutokset, jotka aiheuttavat helposti mittaustarkkuuden ja vakauden poikkeaman | Automaattinen ja mekaaninen mittaus inhimillisten virheiden poistamiseksi | |
| Lyhyt työskentelyetäisyys ja syväterävyysalue vaativat toistuvaa automaattitarkennusta, joten virhearviointi ja mekaaninen virhe ovat mahdollisia. | Suuri syväterävyysalue molemminpuolisilla etäsydänlinsseillä, jotka mahdollistavat näytteen olemassaolonTietty korkeusero ilman toistuvaa tarkennusta | |
| Eri testauslaitteet aiheuttavat mittaustietojen poikkeamia johtuen erilaisista toimintatavoista, tarkennuksen selkeydestä, pisteiden ottotavasta, valaistuksen valon voimakkuudesta ja muista tekijöistä. | Muisti ja suorittaa automaattisesti saman mittaustilan, pisteidenottotilan, optisen valaistuksen voimakkuuden jne. | |
| Näytteen sijoittelu | Suunta | Ei kiinnikkeitä, tuotteet voidaan sijoittaa vapaasti |
| Kiinnittimen siirtymä ja pisteen liike poikkeavat koordinaattien lähtöpisteestä | Ohjelmisto säätää automaattisesti näytteen sijainnin ja suunnan tarkan mittauksen saavuttamiseksi | |
| Ota pisteasento, testaa elementtien järjestyshäiriötä | Automaattinen, mekaaninen mittaus |
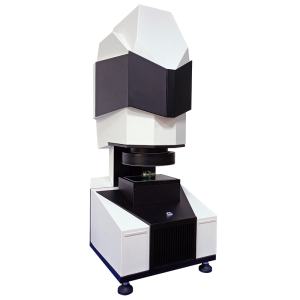
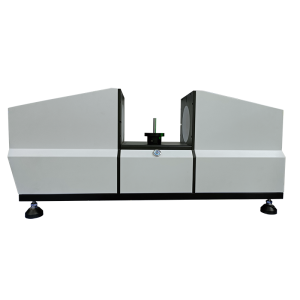
| malli | IVM542 |
| XY-akselin mittausalue (mm) | 500 × 400 × 200 |
| Yhden näkökentän mittausalue (mm) | 86 × 57 |
| ulkomitta (mm) | 1353 × 886 × 1707 |
| Instrumentin sijoituskoko (mm) | 2200 × 1900 × 2000 |
| paino (kg) | 320 |
| laakeri (kg) | 20 |
| kuvantamisanturi | 20 megapikselin teollisuuskamera |
| kameran linssi | Kaksinkertainen kaukosydämen optinen linssi |
| moninkertaistaa voiman | 0,151X |
| mittausvarmuus (μm) | ± (3,0 + L / 200) * testatulla vakiolohkolla |
| Pienin näyttöyksikkö (mm) | 0,0001 |
| syväterävyysalue (mm) | 8 |
| Z-akselin toimintaetäisyys (mm) | 150 mm |
| valaiseva | Tason 1000 ohjelman valonlähde. Ääriviivavalo: Kaukokeskipisteen rinnakkaisvalonlähde. Pintavalo: Koaksiaalinen valo. |
| kuvankäsittely | Edistynyt kuva-analyysimenetelmä, 256 harmaasävyä, 20:1 alipikselin prosessointitekniikka |
| ohjelmisto | i-VISION |
| työympäristö | Lämpötila: 22 ℃ ± 3 ℃ Kosteus: 50–70 % |
| Tärinä: <0,002 mm/s, <15 Hz | |
| lähde | 220 V / 50 Hz |
Valinnainen:
①Ohjelmiston mukauttaminen
②Saatavilla on valinnaisesti 29 miljoonaa tai 43 miljoonaa kameraa
③Valinnaiset lasermittaukset korkeusmitoille
Huawei, Lens, TPK, Samsung, Foxconn, Huia, Flextronics, BYD, Mullinsen jne.



-

Puhelin
-

Sähköposti
-

WhatsApp
WhatsApp

-

WeChat

-

Yläosa




