

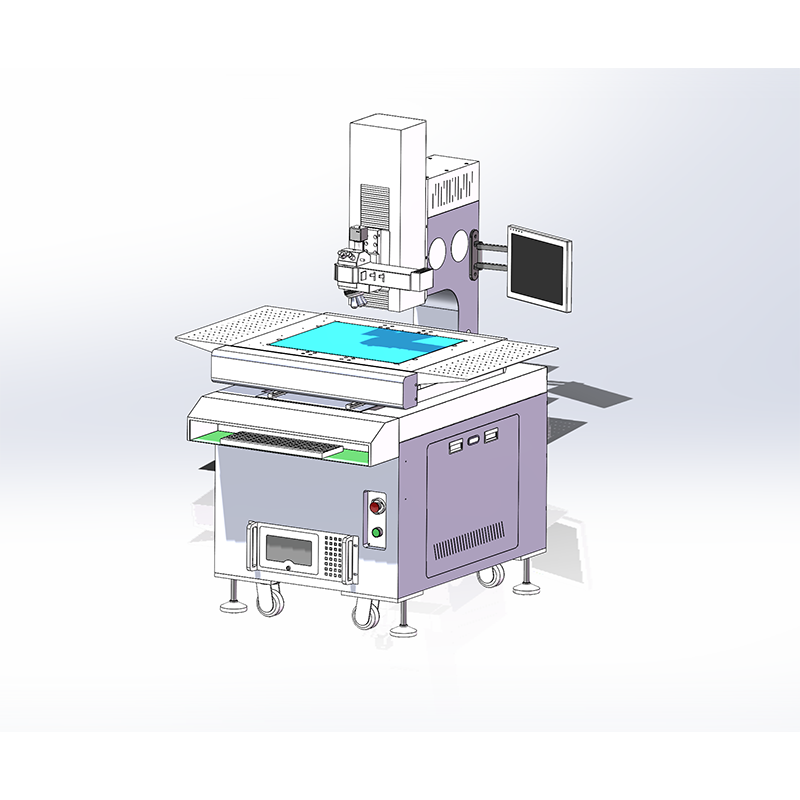
Automaattinen konenäkömittauslaite metallografisilla järjestelmillä
| Malli | HD-542MS |
| X/Y/Z-mittausliike | 500 × 400 × 200 mm |
| Z-akselin isku | Tehokas tila: 200 mm, työskentelyetäisyys: 45 mm |
| XY-akselialusta | X/Y-mobiilialusta: luokan 00 syaani marmori; Z-akselin pylväs: syaani marmori |
| Koneen alusta | Luokan 00 syaani marmori |
| Lasitason koko | 580 × 480 mm |
| Marmorisen työtason koko | 660 × 560 mm |
| Lasitason kantokyky | 30 kg |
| Vaihteiston tyyppi | X/Y/Z-akseli: Hiwin P-luokan lineaarijohteet ja C5-luokan hiottu kuularuuvi |
| Optisen skaalan resoluutio | 0,0005 mm |
| X/Y-lineaarisen mittauksen tarkkuus (μm) | ≤3+L/200 |
| Toistotarkkuus (μm) | ≤3 |
| Moottori | HCFA:n tehokas kaksoissuljetun silmukan CNC-servojärjestelmä |
| X-akseli käyttää HCFA 400W -servomoottoria, jossa on kaksinkertainen suljetun silmukan ohjausjärjestelmä | |
| Y-akseli käyttää HCFA 750W -servomoottoria, jossa on kaksinkertainen suljetun silmukan ohjausjärjestelmä | |
| Z-akseli käyttää HCFA 200W servomoottoria, jossa on jarrutustoiminto | |
| Kamera | 4K Ultra HD -digikamera |
| Havainnointimenetelmä | Kirkaskenttä, vino valaistus, polarisoitu valo, DIC, läpäisevä valo |
| Optinen järjestelmä | Ääretön kromaattinen aberraatio -optinen järjestelmä Metallurginen objektiivi 5X/10X/20X/50X/100X valinnainen Kuvan suurennus 200X-2000X |
| Okulaarit | PL10X/22 Plan -okulaarit, korkea silmäpiste |
| Tavoitteet | LMPL äärettömän pitkän työskentelyetäisyyden metallografinen objektiivi |
| Katseluputki | 30° saranoitu trinokulaarinen, binokulaarinen: trinokulaarinen = 100:0 tai 50:50 |
| Muunnin | 5-reikäinen kallistusmuunnin DIC-paikalla |
| Metallografisen järjestelmän runko | Koaksiaalinen karkea- ja hienosäätö, karkean säädön iskunpituus 33 mm, hienosäätötarkkuus 0,001 mm, Karkealla säätömekanismilla, yläraja ja joustava säätölaite, Sisäänrakennettu 90–240 V:n laaja jännitemuuntaja, kaksoislähtöteho. |
| Heijastavat valaistusjärjestelmät | Muuttuvalla markkinakalvolla ja aukon kalvolla ja värisuodattimen paikka ja polarisaattorin paikka, Vinovalaistuksen kytkinvivulla, yksi 5 W:n tehokas valkoinen LED ja jatkuvasti säädettävä kirkkaus |
| Projektiovalaistusjärjestelmät | Muuttuvalla markkinakalvolla, aukon kalvolla, värisuodattimen paikka ja polarisaattorin paikka, Vinovalaistuksen kytkinvivulla, yksi 5 W:n tehokas valkoinen LED ja jatkuvasti säädettävä kirkkaus. |
| Kokonaismitat (P * L * K) | 1300 × 830 × 1800 mm |
| Paino | 400 kg |
| Virtalähde | AC 220V/50Hz AC 110V/60Hz |
| Tietokone | Intel i5 + 8g + 512g |
| Näyttö | Philips 27 tuumaa |
| Takuu | 1 vuoden takuu koko koneelle |
| Hakkurivirtalähde | Mingwei MW 12V/24V |
1. Manuaalisella tarkennuksella suurennusta voidaan vaihtaa jatkuvasti.
2. Täydellinen geometrinen mittaus (monipistemittaus pisteille, viivoille, ympyröille, kaarille, suorakulmioille, urien mittaamiseen, mittaustarkkuuden parantaminen jne.).
3. Kuvan automaattinen reunanhakutoiminto ja joukko tehokkaita kuvanmittaustyökaluja yksinkertaistavat mittausprosessia ja tekevät mittauksesta helpompaa ja tehokkaampaa.
4. Tukee tehokasta mittausta, kätevää ja nopeaa pikselinmuodostustoimintoa. Käyttäjät voivat rakentaa pisteitä, viivoja, ympyröitä, kaaria, suorakulmioita, uria, etäisyyksiä, leikkauksia, kulmia, keskipisteitä, keskiviivoja, pystysuoria, yhdensuuntaisia ja leveyksiä yksinkertaisesti napsauttamalla grafiikkaa.
5. Mitattuja pikseleitä voidaan siirtää, kopioida, kiertää, järjestää, peilata ja käyttää muihin toimintoihin. Ohjelmointiaikaa voidaan lyhentää, jos mittauksia on paljon.
6. Mittaushistorian kuvadata voidaan tallentaa SIF-tiedostona. Eri käyttäjien eri aikoina antamien mittaustulosten erojen välttämiseksi eri objektiryhmien mittausten sijainnin ja menetelmän on oltava sama.
7. Raporttitiedostot voidaan tulostaa oman muotosi mukaan, ja saman työkappaleen mittaustiedot voidaan luokitella ja tallentaa mittausajan mukaan.
8. Mittausvirheen tai toleranssin ulkopuolella olevat pikselit voidaan mitata erikseen uudelleen.
9. Monipuoliset koordinaatistojärjestelmän asetusmenetelmät, mukaan lukien koordinaattien siirto ja kierto, uuden koordinaatistojärjestelmän uudelleenmäärittely, koordinaattien alkuperän muuttaminen ja koordinaattien kohdistus, tekevät mittaamisesta kätevämpää.
10. Muodon ja sijainnin toleranssi, toleranssin lähtö ja erottelutoiminto voidaan asettaa, mikä voi hälyttää määrittelemättömän koon värin, etiketin jne. muodossa, jolloin käyttäjät voivat arvioida tietoja nopeammin.
11. Työalustan 3D-näkymällä ja visuaalisella portinvaihtotoiminnolla.
12. Kuvat voidaan tallentaa JPEG-tiedostoina.
13. Pikselimerkintätoiminto mahdollistaa mittauspikselien nopeamman ja kätevämmän löytämisen suurta määrää pikseleitä mitattaessa.
14. Eräpikselien käsittely voi valita tarvittavat pikselit ja suorittaa nopeasti ohjelman opettamisen, historian nollaamisen, pikseleiden sovituksen, tietojen viennin ja muut toiminnot.
15. Monipuoliset näyttötilat: Kielen vaihto, metristen/tuumaisten yksiköiden vaihto (mm/tuuma), kulman muunnos (asteet/minuutit/sekunnit), näytettyjen lukujen desimaalipilkun asetus, koordinaatiston vaihto jne.
16. Ohjelmisto on saumattomasti yhteydessä EXCELiin, ja mittaustiedoissa on graafisen tulostuksen, datatietojen ja esikatselun toiminnot. Dataraportteja voidaan paitsi tulostaa ja viedä Exceliin tilastollista analyysia varten, myös viedä asiakkaan vaatimusten mukaisesti raporttimuotoon.
17. Käänteisen suunnittelun ja CAD-ohjelmiston synkroninen toiminta voi toteuttaa muunnoksen ohjelmiston ja AutoCAD-suunnittelupiirustuksen välillä ja arvioida suoraan työkappaleen ja suunnittelupiirustuksen välisen virheen.
18. Piirustusalueen mukautetut muokkausmahdollisuudet: piste, viiva, ympyrä, kaari, poisto, leikkaus, jatke, viistetty kulma, ympyrän tangenttipiste, ympyrän keskipisteen etsiminen kahden viivan ja säteen kautta, poisto, leikkaus, jatke, PERUUTA/TEE UUDELLEEN. Mittamerkinnät, yksinkertaiset CAD-piirustustoiminnot ja muutokset voidaan tehdä suoraan yleiskatsausalueella.
19. Humanisoidun tiedostonhallinnan ansiosta mittaustiedot voidaan tallentaa Excel-, Word-, AutoCAD- ja TXT-tiedostoina. Lisäksi mittaustulokset voidaan tuoda ammattimaiseen CAD-ohjelmistoon DXF-muodossa ja käyttää suoraan kehityksessä ja suunnittelussa.
20. Pikselielementtien (kuten keskipisteen koordinaatit, etäisyys, säde jne.) tulostusraportin muotoa voidaan mukauttaa ohjelmistossa.
①Lämpötila ja kosteus
Lämpötila: 20–25 ℃, optimaalinen lämpötila: 22 ℃; suhteellinen kosteus: 50–60 ℅, optimaalinen suhteellinen kosteus: 55 ℅; Konehuoneen lämpötilan enimmäismuutosnopeus: 10 ℃/h; Kuivassa tilassa on suositeltavaa käyttää ilmankostutinta ja kosteudenpoistolaitetta.
②Lämpölaskelmat työpajassa
·Pidä työpajan koneisto toiminnassa optimaalisessa lämpötilassa ja kosteudessa, ja sisätilojen kokonaislämmönhukka on laskettava, mukaan lukien sisätilojen laitteiden ja instrumenttien kokonaislämmönhukka (valot ja yleisvalaistus voidaan jättää huomiotta).
·Ihmiskehon lämmönhukka: 600 BTY/h/henkilö
·Työpajan lämmönhukka: 5/m2
·Instrumenttien sijoitustila (P*L*K): 3M × 3M × 2,5M
③Ilman pölypitoisuus
Konehuone on pidettävä puhtaana, eikä yli 0,5 ml x pov -pitoisuuden omaavien epäpuhtauksien määrä saa ylittää 45 000 kuutiojalkaa kohden. Jos ilmassa on liikaa pölyä, se voi helposti aiheuttaa resurssien luku- ja kirjoitusvirheitä ja vahingoittaa levyä tai levyaseman luku- ja kirjoituspäitä.
④Konehuoneen tärinäaste
Konehuoneen tärinätaso ei saa ylittää 0,5 T. Konehuoneessa täriseviä koneita ei saa sijoittaa vierekkäin, koska tärinä löysentää isäntäpaneelin mekaanisia osia, liitoksia ja kosketusosia, mikä johtaa koneen epänormaaliin toimintaan.


-

Puhelin
-

Sähköposti
-

WhatsApp
WhatsApp

-

WeChat

-

Yläosa




